
秸秆预处理装置的料位监测优化——计为Tube-11振棒料位开关的应用案例
项目背景
在现代生物质能源产业中,秸秆作为可再生资源被广泛应用于燃料颗粒、发电及生物乙醇等工艺生产。然而,由于秸秆原料堆密度低、含杂量高、输送特性差,料位控制始终是影响设备运行效率与安全性的关键因素之一。
本项目位于华东地区某大型生物质综合利用工厂,厂区配备四条破碎线、八套干洗系统及多级干燥、烘焙和冷却设备。物料特征包括小麦秸秆和稻草,堆密度范围为20–35 kg/m³,粒径从150 mm到0.5 mm不等。各储仓(如防堵料仓、干燥机缓冲仓、烘焙机料仓、冷却机缓存仓、碳粉仓等)料位监控直接联动皮带输送、关风机和网带运行,是系统联锁控制的核心环节。


在原系统中使用的电容式和射频导纳料位开关在粉尘、堆积和温差环境下常出现误报与漂移,导致设备频繁停机。为提升系统可靠性,项目方与计为自动化(Jiwei Automations)合作,选用了Tube-11振棒料位开关,以解决粉体料仓料位检测精度不稳、维护频繁的问题。
应用挑战
秸秆预处理装置的运行特点复杂,涉及从破碎到烘干、冷却、制粉等多阶段工艺,料仓工况差异大。主要挑战包括:
1. 低密度粉体特性
秸秆原料蓬松轻盈,堆积密度低(最低仅20 kg/m³),常造成传统电容式或导纳式探头感应信号不稳定。
2. 强振动与温差变化
设备运行时料仓顶部振动可达3 g,温度变化从常温至250℃,普通料位开关容易误触发或电子部件漂移。
3. 粉尘与静电干扰
在破碎和干燥环节粉尘浓度高、静电积累严重,易干扰信号检测或造成积灰影响灵敏度。
4. 联锁响应要求高
每个料仓的高高位(HH)、高位(H)、低位(L)、低低位(LL)信号均与输送皮带、网带、关风机等设备相联锁,要求开关响应快速、输出稳定。
5. 安装条件受限
部分防堵料仓、缓存仓空间有限,需短杆、侧壁安装方式,要求开关尺寸紧凑、安装灵活。
技术方案:Tube-11振棒料位开关
根据工况特点,项目最终选用计为Tube-11振棒料位开关作为主要的粉体料位检测设备,替代原有进口电容式开关。Tube-11具备以下关键技术优势:
- 双探管设计:比传统单棒结构抗堆积能力更强,能在低密度物料中产生稳定振动响应。
- 抗震性能优异:结构内置阻尼与电子滤波电路,可在振动频率高达5 g环境下稳定工作。
- 耐温性能强:最高耐温可达400℃,满足烘焙、干燥环节需求。
- 粉尘防护结构:探头密封达到IP67等级,有效防止粉尘侵入。
- 免校准设计:对物料介电常数和湿度不敏感,无需频繁调试。
这些特性使Tube-11特别适合秸秆类低密度、生物质颗粒粉体的料位监测。

实施过程
项目团队针对不同设备料仓的结构特点与控制逻辑,制定了差异化安装与联锁方案。
1. 防堵料仓监控
每个防堵料仓(3.5 m×1.5 m×1.2 m)安装两台Tube-11分别用于高位(H)与低位(L)检测。当料位高于H时触发报警并自动降低皮带转速;若达到HH信号,则联锁停一破上料系统,防止堵料。
2. 干燥机与烘焙机缓冲仓
在干燥机及烘焙机进料缓冲仓(堆密度25–35 kg/m³,温度最高250℃)中,Tube-11监测料位并联锁关风机与网带运行。当达到高高位(HH)时,系统自动停螺旋给料机与关风机,防止过料;低位(LL)报警时,提示操作员增加上料量。

3. 冷却机与制粉系统
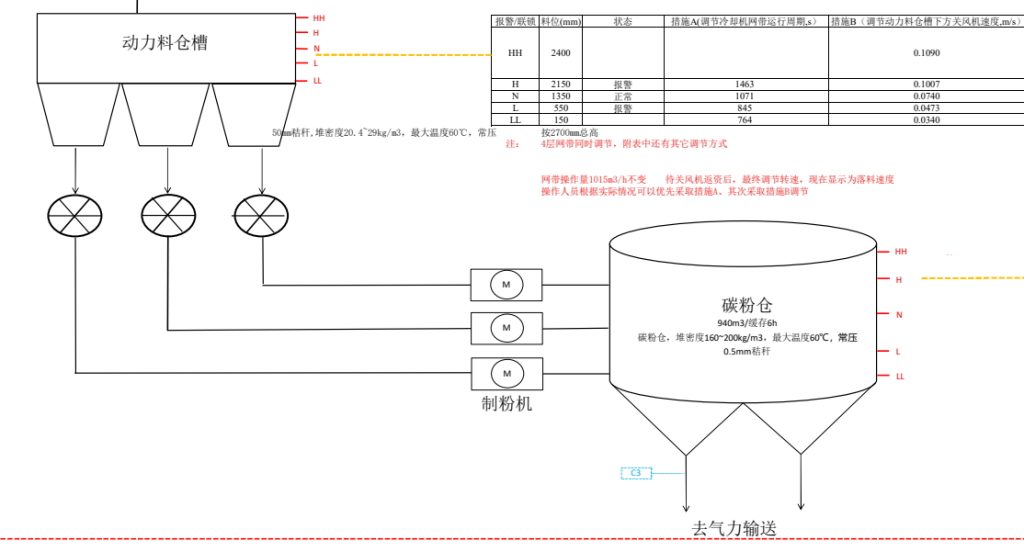
冷却机料仓采用Tube-11检测高低料位,实现与冷却网带及进料风机的联动控制;碳粉仓(堆密度160–200 kg/m³,温度≤60℃)则利用Tube-11信号控制制粉机负荷调节。
4. 信号集成与反馈
所有Tube-11输出信号经PLC集中处理,反馈至上位机系统,联动控制一破、干燥、烘焙、冷却及制粉设备,实现自动调速与报警联锁。操作人员可根据实时料位状态,优先采取调节网带运行周期或关风机转速的策略。
5. 现场调试与验证
计为自动化技术团队亲赴现场进行安装与联调。通过调试确认,Tube-11的响应时间小于0.5秒,信号无漂移、无虚触发。在250℃高温及高粉尘状态下连续运行测试超过800小时,性能稳定。
运行效果
经过长期运行,Tube-11振棒料位开关的表现超出预期,带来显著改进效果:
1. 系统稳定性显著提升
料位信号稳定准确,联锁动作迅速,有效防止堵料、欠料及溢料。整个系统停机次数减少了约40%,生产节拍更平稳。
2. 维护工作量显著降低
相较原电容式设备,Tube-11几乎免维护。探头表面不易积料,无需定期清理或重新校准,维护频率降低超过60%。
3. 设备寿命与安全性提高
由于联锁响应及时,设备避免了多次超载运行,延长皮带、网带及风机的使用寿命。通过SIL2/3安全认证,也保障了生产系统的安全冗余性。
4. 成本效益明显
Tube-11成功替代进口料位开关,单台成本降低约25%,整体系统维护与停机损失费用下降近30%。
5. 客户反馈
用户方表示,Tube-11在秸秆工况下表现优异,尤其在堆密度变化大、粉尘多的料仓中仍保持高灵敏度和稳定性。项目方计划将其推广至后续干燥与制粒生产线。

结语
秸秆预处理装置的复杂工况对料位检测设备提出了极高要求。计为自动化的Tube-11振棒料位开关凭借其卓越的抗震抗粉尘能力、宽温度适应性以及国际认证保障,成功实现了高可靠、低维护的料位监测解决方案。
在本项目中,Tube-11不仅显著提升了设备运行的连续性与安全性,还以出色的性能赢得了客户的长期信赖。这一案例充分证明,国产高端料位测控技术正在成为生物质能源及粉体自动化行业中进口替代的强有力选择。
