
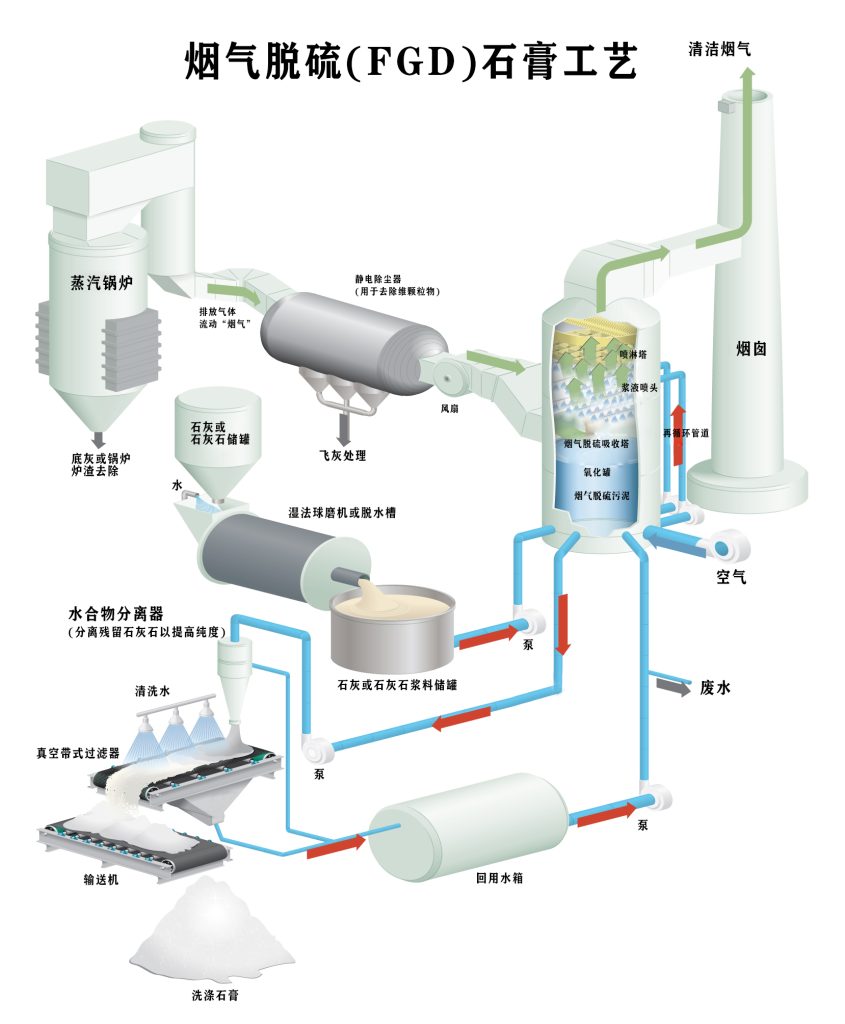
石灰石湿法脱硫技术,你了解多少?
石灰石湿法脱硫之所以在各行业长期占主流,不仅因为设备“皮实”、效率高,更因为它能在各种负荷、煤质和工况变化中保持相对稳定。工程师如果只停留在“喷淋、反应、出石膏”这些表层理解,往往会被系统问题牵着走;但如果掌握它真正的底层逻辑,就能从容应对效率下降、结垢、堵塞、脱水不良等常见难题。


下面将从反应机理、液气结构、控制策略、故障根因、系统耦合、能源利用与副产物晶型控制等角度做深入讲解。
一、吸收过程的本质:
在吸收塔里,石灰石湿法脱硫中二氧化硫被吸收并与石灰石反应效率通常可达95–99%,这个过程的效率受三方面限制:
第一层限制来自气液吸收速度,也就是二氧化硫从气体进入液膜的能力。
烟气靠近液滴表面,穿过气膜,溶入液膜并在液相扩散。
液滴越细、喷淋越均匀、接触面积越大、烟气速度越合适,这个过程越快。
第二层限制来自石灰石溶解和中和速度。
石灰石是固体,要先溶解出钙离子才能中和酸性。
它的颗粒越细、溶解速度越快、钙含量越高,杂质越少、浆液搅动越充分越快,pH 值越合适,溶解就越快。
第三层限制是氧化速度。
氧化风带来空气,把亚硫酸盐转成硫酸盐;只有彻底氧化,合适的搅动速度,石膏才能以正常晶型沉降,不会形成黏糊状沉积。
实际运行中,三者并不是各自独立,而是互相牵制。
比如喷淋量不足会让吸收不充分,也会导致塔底浆液刷新不够 。因为塔底浆液亚硫酸盐积累,导致氧化区“老浆液”增加。
石灰石溶解慢时,pH会稳定维持某个值,但有效碱度不足,效率会莫名下降。
氧化不足会让亚硫酸盐偏高,浆液发黑、晶型差,石膏难以成型,脱水困难,循环泵磨损会随之增加。
工程师日常调整的本质,就是在吸收速度、溶解速度、氧化速度之间找到一个动态平衡点。

二、吸收塔内部的气液结构
很多技术问题表面看与某个仪表参数有关,实际上深层原因来自塔内的气液分布结构。
1、烟气分布不均:
表现为出口SO₂忽高忽低,且对喷淋调整反应迟钝;烟道局部腐蚀集中,喷淋侧壁结垢明显;某一侧塔壁结垢严重,局部喷嘴磨损严重。
主要是因为:烟道进入吸收塔前若导流板设计不佳,没有良好的导流器,烟气可能集中从一侧通过喷淋层,导致其他区域基本“没气走”,另一侧吸收不足。
2、浆液分布不均:
表现为效率在某个区间波动,始终难以提升;喷淋层某些区域结垢或冲刷特别快;更换喷嘴后短期好转,随后问题重现。
原因则是喷淋喷嘴选型或者安装角度偏差;部分喷嘴堵塞,导致喷淋“空区”;喷淋层布置不合理都能造成“局部有效接触面积减少”。
3、除雾器效率不足:
表现为:除雾器出口烟气含水高、白烟严重,烟道腐蚀加剧。而除雾器压差曲线缓慢上升,直至影响负压系统。
这是因为除雾器叶片积灰,结垢或被浆液浸湿后,容易造成喷淋液带出,使烟道腐蚀加剧,压差长期偏高。
4、喷淋层布置不合理:
一些老装置喷淋层数量少、电厂负荷变化大,容易出现低负荷脱硫效率差的问题。
这些气液结构问题并不会直接出现在监控界面上,但却是脱硫系统最容易被忽略,也是影响长期稳定、维护量和设备寿命的关键因素。
三、控制参数的核心逻辑
工程师常盯着屏幕上的瞬时数值:pH、浆液密度、氧化风压、循环泵电流等。 但湿法脱硫是典型的大滞后、强耦合、缓响应系统,更适合用“趋势 + 关联”的视角。
以pH为例:如果入口SO₂上升,但塔pH长时间不变,说明石灰石补给不及时或溶解缓慢,表面上 pH 稳定,但有效碱度在下降;
如果pH突然升高,说明石灰石加得过多或循环量提高过猛,易导致塔内局部过饱和和结垢风险。
密度变化更能反映塔底状况:密度上升速度过快且难降,代表塔底排泥不足、沉积逐步累积,有堵塞或“埋喷嘴”风险;而密度突然下降过快,则说明新浆液突增、塔内老浆被大量带走,有“白排”风险,效率会波动。
氧化风压力并非越高越好:氧化风压一味加大,石膏晶型不一定改善,反而可能增加浆液扰动、带入空气泡,增加脱水负担。风量不足,亚硫酸盐偏高,浆液发黑,石膏细腻发黏,脱水困难。
参数之间的耦合观察入口 SO₂ 升高 ,则需观察循环泵频率、制浆量、氧化风是否有相应变化。循环密度上升,需了解 循环泵电流、塔底压差、排泥频率是否及时调整。
高手关注的不是“某个值设多少”,而是:
“在这段时间内,SO₂、pH、密度、风压,它们的变化逻辑是否自洽?”
四、不同负荷工况下的表现差异
湿法脱硫不是在“额定工况”下工作的,而是在不断变化的外部条件中“被动适应”。
机组负荷变化:低负荷烟气量少,但塔内流场往往更容易偏斜或形成死区,此时喷淋过大反而增加泵耗和除雾器负荷,降低效率。需要适当减少喷淋层数和循环量,保持氧化风相对稳定,避免“熄火-再点火”式的大幅波动
煤硫波动:高硫煤会使入口SO₂大幅上升,喷淋量、制浆量、氧化风都必须跟上,否则容易造成塔底沉积。石灰石品质越差,高硫工况会让粗颗粒、低活性、杂质多这些问题越明显。这种情况需建立“入口 SO₂–喷淋量–制浆量”的联动关系,必要时采用分级调节,先拉循环量,再微调制浆量和氧化风。
入口烟温变化:烟温高时,浆液蒸发快,塔内局部结垢风险增大,除雾器负担加重。烟温低时,烟气浮升能力下降,雾滴更易滞留,白烟加重,可能影响引风机工况。
湿烟气改造:湿烟气排放会让烟道与烟囱腐蚀更敏感,任何除雾问题都会更快反映到烟囱腐蚀和白烟形态上,此时除雾器效率、电加热与防腐要求更高。这些运行工况的变化,决定了脱硫不能“照本宣科”,而是需要工程师长期积累判断。

五、常见故障的深层根因
每个故障背后,往往有系统性的本质原因。
喷嘴堵塞,看上去颗粒大、杂物多。根因往往是制浆系统筛分不到位,筛网破损或旁路未严格管控,浆液沉积导致局部“泥浆化”,排泥制度不合理,导致硬结粒在系统内反复循环。
塔内严重结垢,是石灰石过量、pH 长期偏高、氧化风不足、搅动不均、局部亚硫酸盐含量高造成沉陷、或喷淋分布不均导致浆液更新不足造成。这种情况不仅仅“停机敲垢”,而是反查 pH 策略、制浆量、氧化风和喷淋均匀性。
石膏脱水困难,含水率高
不单纯是旋流器进料压差、固含控制不当的问题,而非常有可能是脱硫化学反应不充分,亚硫酸盐和可溶盐偏高,或石膏晶体过细,滤饼结构太“紧”造成的。这种情况不能仅盯着脱水机,还要回溯到吸收塔反应、氧化和密度控制。
循环泵磨损快
大多数情况下不仅是泵运行时间过长的问题,而是:浆液颗粒大、氧化不良、塔底沉积密度偏高、启动或停机时大力度冲击泵叶轮。越深挖,越能发现:脱硫系统90%的问题都不是“表面问题”。与其频繁换泵,不如从制浆质量、密度管理、排泥制度和启停策略上做文章。
六、石膏晶型与副产物价值
很多装置对石膏只关心“能不能排出去”,忽略了晶型和可利用性。 实际上石膏的晶型直接关系到脱水难易程度,副产物是否好卖,以及脱水设备的负荷和寿命。
良好石膏的特点:晶粒相对较大、结构紧密但不黏连;过滤性好、含水率相对较低;杂质(未反应石灰石、飞灰等)比例适中
不良石膏的特点:晶粒细、呈泥状、流动性差;过滤阻力大,含水率高;堆存困难、难以外售。
影响因素包括:氧化风是否充足、塔底搅动是否均匀、浆液密度是否稳定、亚硫酸盐是否偏高、浆液循环是否充足,避免“死角老浆”。
很多所谓“脱水问题”,本质是“晶型问题”;而“晶型问题”的根源,又在于前段反应和氧化的组织管理。因为这直接影响石膏售价、脱水机负担和系统稳定性。
七、系统耦合:脱硫不是孤立装置,而是烟气系统的一环
湿法脱硫与前后端系统强相关,很多看似“脱硫问题”,其实受前后系统影响:
- 与除尘系统的耦合
- 电除尘效率下降 → 入塔粉尘增加 → 喷嘴和除雾器磨损加快 → 塔内沉积速度加快
- 与脱硝系统的耦合
- SCR 运行异常 → 氨逃逸或 SO₃ 升高 → 塔内结垢和低温腐蚀风险增大 → 烟囱内部结晶盐沉积、腐蚀加重
- 与引风机和烟道系统的耦合
- 引风机工况改变 → 烟气量、烟速变化 → 塔内流场改变 → 局部吸收能力改变
- 烟道漏风或保温不良 → 烟温异常 → 上文提到的结垢、白烟问题加剧
这些联动效应往往决定脱硫运行的“难度级别”,工程师必须对整个烟气系统有全局认识。
八、深度优化方向:从“能跑”到“跑得稳、省得多”
真正的深度优化,并不一定要大改造,更多是策略和细节:
- 优化喷淋层启停策略
- 按入口 SO₂ 和负荷动态调整启停层数
- 减少“全开”运行时间,在保证效率的前提下降低泵耗,提高液气利用率
- 基于SO₂在线监测的动态喷淋调节
- 让循环量和制浆量对入口 SO₂ 有明确响应关系
- 避免“看着出口慢慢变坏才去调”的滞后式操作
- 塔底氧化风与浆液搅动的协调
- 尽量保持风量稳定,避免频繁大幅调整,让晶型良好又不过度扰动浆液
- 观察亚硫酸盐和浆液颜色,找到“足够又不过头”的风量区间
- 密度和排泥管理
- 密度不追求“越低越好”,而是控制在一个可接受的稳定区间
- 塔底排泥应要按趋势调控,避免“要么不排,要么一股脑放空”
- 从“固定 pH 值”转向“pH→动态平衡”
- 允许 pH 随工况在合理区间内小幅波动
- 根据煤质、负荷及石灰石品质,动态微调
这些深度优化不是“一键调整”,而是工程师根据经验逐步形成的调控体系。
结语
石灰石湿法脱硫表面上是一套成熟的标准化技术,实际上内部包含了气液传质、固体溶解、晶型控制、流场分布和系统耦合等多个层面的工程问题。
工程师如果能把这些底层逻辑真正吃透,就能在复杂工况下做到排放稳定达标甚至超低排放,能耗合理、各设备负荷均衡,故障可预防、检修有针对性,副产物有利用价值,而不是“只求排出去”。
如果您的工厂也遇到类似问题,欢迎评论区留言讨论哦~
