
俄罗斯企业用计为PRO雷达液位计精准监测35米树脂液位
在高粘度树脂储罐的液位测量中,传统液位计常因粘附、泡沫或蒸汽干扰而测量不稳定。俄罗斯西部一家化工企业在引入计为PRO系列雷达液位计 后,实现了液位连续监控、精度提升及自动化管理。本文分享该案例的技术选型、应用效果及客户反馈,为同行企业提供参考。

为什么传统液位计难以满足树脂储罐需求?
该化工企业生产高性能树脂,用于建筑、涂料及复合材料行业。生产过程中:
- 储罐液位变化频繁,液体粘度高
- 工艺温度范围宽(-40~130°C)
- 容器压力可达-1~6bar
传统浮子或导波雷达液位计在高粘度、蒸汽或泡沫环境下容易失效,导致:
- 测量精度低,液位数据不稳定
- 人工巡检频繁,生产效率低
- 液位异常风险增加,存在溢出和安全隐患
因此,该企业亟需一款 高精度、抗干扰、适应高温高压的连续液位测量设备。

PRO系列雷达液位计技术亮点
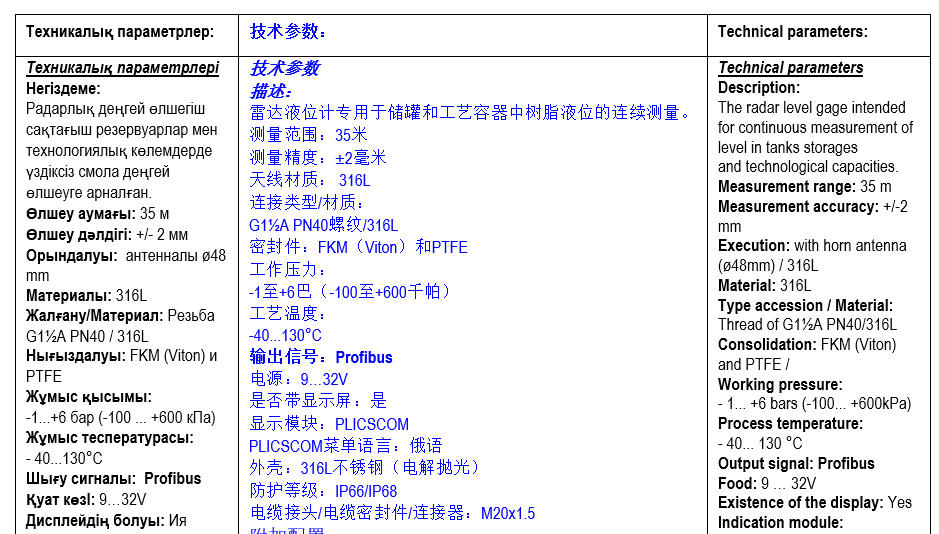
根据企业工艺条件,计为推荐 PRO系列的JWrada-35雷达液位计。主要技术参数如下:
| 参数 | 描述 |
|---|---|
| 测量范围 | 35米 |
| 测量精度 | ±1毫米 |
| 天线材质 | 316L+PFA |
| 连接类型/材质 | G1 1/2 A PN40螺纹 / 316L |
| 密封件 | FKM (Viton) 和 PTFE |
| 工作压力 | -1至+40 bar |
| 工艺温度 | -40至+220°C |
| 输出信号 | 4~20mA/HART |
| 外壳 | 铝合金,IP66/IP68 |
| 电缆接口 | M20x1.5 |

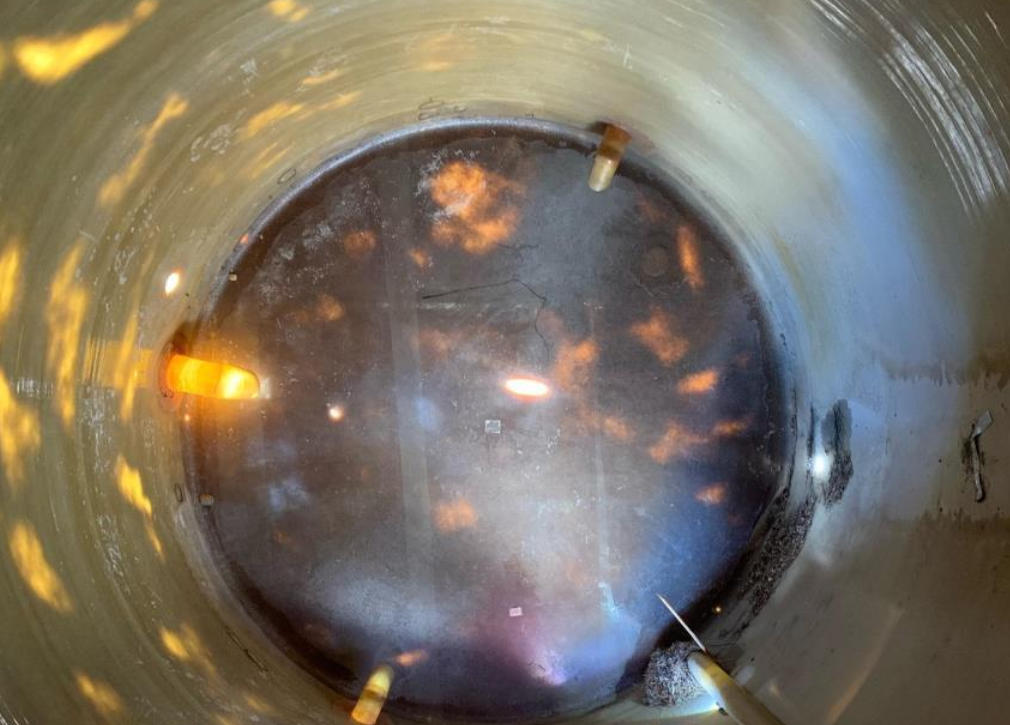
在现场投运后的首个周期(72小时连续运行)中,JWrada-35 在 27.4 m 的原料罐中完成了全程扫描,回波曲线稳定,无干扰峰。实测液位波动区间为 12.63 m~18.92 m,雷达输出与现场玻璃管视镜比对,最大偏差 ≤0.8 mm。在罐内温度由 68°C 升至 121°C、压力从 3.2 bar 升至 9.6 bar 的动态条件下,测量信号依然连续无跳变;在蒸汽冲洗工序出现短时高湿(相对湿度 >95%)时,天线表面未出现明显附着,回波强度维持在 46–52 dB。整个测试阶段 4–20 mA/HART 输出稳定,未出现报警或数据丢包,IP66/IP68 外壳在持续冲水环境中保持良好密封性。
安装与调试流程
在本项目中,PRO 系列 JWrada-35 雷达液位计安装在储罐顶部的 G1 1/2 A 螺纹接口处,采用 76 mm 天线结构。由于储罐长期处于较高温度和周期性压力波动的工况,现场对密封性、稳定性以及信号连续性要求较高,因此整个安装与调试过程均由工艺、安全与仪表三方人员共同确认。具体安装流程如下:
- 接口密封检查:
在设备上架前,现场对螺纹接口及密封腔进行了清洁,重点检查 FKM 与 PTFE 双重密封件是否存在压痕、毛刺或变形。安装后进行一次低压试漏,确保接口处无渗油、无气泡,为后续投运行提供可靠密封。 - 垂直安装天线:
储罐内部结构较深,为确保雷达波路径完整,现场使用水平仪和定位治具,使天线与液面垂直度偏差控制在 1°以内。通过此方式有效避免了因倾斜造成的回波减弱或多回波重叠,提高了回波信噪比。 - 4–20 mA/HART 信号接入 PLC/DCS:
接线完成后,工程师在控制室对模拟量与 HART 数字量信号分别进行通讯测试。回路电阻、电源电压及信号波动均在规范范围内。HART 通讯读取的液位值与现场显示一致,实现了远程实时监控、历史趋势记录和报警联锁的同步检查。 - 参数设置与标定:
使用 PLICSCOM 模块,对量程、上限、下限、介电常数以及空罐标定点逐项设置。为了保证精度,现场在液位保持静止时记录回波曲线,确认主回波峰值明显、无虚假回波干扰,并根据罐体结构补偿盲区。 - 现场测试:
投运阶段分别进行了空罐、半罐与满罐三次校验。随着液位缓慢上升,回波曲线稳定跟踪,无突跳、无丢波。在蒸汽进入罐体的过程(湿度快速上升)中,雷达输出保持连续,天线表面未出现影响测量的冷凝液附着。整个测试周期内,液位变化与现场比对误差始终小于 ±1 mm。
经过完整调试后,JWrada-35 在连续运行72小时的监测中,液位曲线平滑、响应及时,高温与压力波动对测量稳定性影响极小。仪控人员反馈,液位趋势在控制室中更新迅速、无漂移,完全满足工艺调节与安全联锁的应用需求。
应用效果与收益
在 JWrada-35 雷达液位计投入使用后,储罐区在日常运行中逐步体现出明显的改善,多个班组对比了改造前后的生产表现,总结出以下几方面的实际效果:
- 测量稳定可靠,趋势一致性明显提升
现场记录显示,过去液位信号在加热、搅拌或物料黏度变化时容易出现缓慢漂移,而 JWrada-35 上线后,液位曲线全天保持稳定,不再出现“突然跳高”或“无故下滑”的情况。工艺工程师提到,趋势一致性让他们在调整进料速度和罐压时更加有依据,不再依赖主观经验。 - 生产效率提升,物料切换更顺畅
在自动化控制启用后,罐区的加料、恒位控制和排料节奏更加固定。班组统计数据显示,单罐加料周期平均缩短 8–15 分钟,主要得益于液位信号响应灵敏、控制系统及时动作。对于高粘度树脂,过去需要人工反复确认液位,现在只需监控 PLC 画面便可完成,减少了大量等待时间。 - 维护成本下降,设备故障率显著减少
主管仪表的技术员反馈,雷达投用后几乎没有接到因液位故障导致的生产异常报修。由于天线表面不直接接触物料,也不会像接触式探头那样被树脂包覆,因此清理次数减少。过去每月需要至少一次停机清洗液位探头,现在基本靠例行检查即可,无需拆卸,维护强度下降非常明显。 - 安全性提升,异常工况识别更及时
因应工艺要求,罐体在升温和保压过程中液位会发生短时波动。新设备能够迅速捕捉这些变化,在出现“接近上限液位”“液位下降过快”等情况时提前在 DCS 发出提示。运行人员称,这种提前量为现场处理争取了时间,尤其在夜班或节假日人手不足时作用更明显。 - 更好适应复杂现场环境,运行连续性强
储罐所在区域经常出现冷凝水、蒸汽潮气以及偶发的化学气体,过去某些仪表容易受潮停机。JWrada-35 投用以来经历多次大清洗、雨季高湿环境以及高温开蒸汽测试,外壳、电缆腔和连接处始终保持干燥,无需额外采取防护措施,连续运行记录达到“零中断”。

✅ 结论
计为PRO系列雷达液位计在俄罗斯化工企业树脂储罐的成功应用,不仅解决了液位测量精度低、干扰大和维护频繁的问题,也显著提升了生产效率和安全性。对于类似工艺环境,选择PRO系列雷达液位计是实现液位自动化监控的理想方案。
